
ГОСТ 44-93
(ИСО 3655-86)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ ТОКАРНО-КАРУСЕЛЬНЫЕ
ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ.
НОРМЫ ТОЧНОСТИ И ЖЕСТКОСТИ
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации 21 октября 1993 г.
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Республика Беларусь |
Белстандарт |
|
Республика Кыргызстан |
Кыргызстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Таджикистан |
Таджикстандарт |
|
Туркменистан |
Туркменглавгосинспекция |
|
Украина |
Госстандарт Украины |
3 ВВЕДЕН ВЗАМЕН ГОСТ 44-85, ГОСТ 600-80 и ГОСТ 21609-82
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
СТАНКИ ТОКАРНО-КАРУСЕЛЬНЫЕ Основные параметры и размеры. Vertical turret lathes. |
ГОСТ P |
Дата введения 01.07.93
Настоящий стандарт распространяется на одностоечные и двухстоечные токарно-карусельные станки общего назначения классов точности Н и П, в том числе станки с числовым программным управлением (ЧПУ) и с цифровой индикацией и автоматической отработкой заданных перемещений (УЦИУ).
Стандарт не распространяется на одностоечные токарно-карусельные станки с консольной поперечиной и поступательно перемещающимися планшайбой или (и) стойкой и специальные станки.
Требования настоящего стандарта являются обязательными за исключением размеров Н, L и угла a, табл. 1, п. 2.3, приложения 1.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Основные параметры и размеры станков должны соответствовать указанным на черт. 1 и в табл. 1.
Двухстоечный станок Одностоечный станок
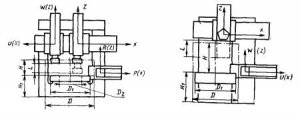
D - наибольший диаметр обрабатываемой заготовки;
D1 - диаметр планшайбы;
D2 - диаметр внутренней планшайбы
L - наибольшая длина хода ползуна верхнего суппорта;
Н - наибольшая высота обрабатываемой заготовки;
H1 - расстояние от основания станка до рабочей поверхности планшайбы.
Черт. 1.
Примечание. Чертеж не определяет конструкции станков.
1.2. Допускается уменьшение или увеличение размера Н по ряду Ra 10 и уменьшение размера L по ряду Ra 20 по ГОСТ 6636.
1.3. Обозначение и направление осей координат для верхних и бокового суппортов и планшайбы - по ГОСТ 23597 и настоящему стандарту. В скобках (черт. 1) приведены обозначения осей координат в случае применения отдельных независимых устройств ЧПУ для каждого суппорта.
Для обозначения управляемых координат, не указанных в настоящем стандарте, допускается применять обозначения, используемые в конкретном устройстве управления.
1.4. Количество управляемых координат на каждый суппорт и количество одновременно управляемых координат, кроме станков с УЦИУ, не менее 2.
2. ТОЧНОСТЬ СТАНКА
2.1. Общие требования к испытаниям станков на точность - по ГОСТ 8.
Таблица 1
мм
|
D |
при неподвижном портале |
800 |
1000 |
1250 |
1600 |
2000 |
2500 |
3150 (3200) |
4300 |
5000 |
6300 |
8000 |
10000 |
12500 |
16000 |
20000 |
|
при подвижном портале |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
12500 |
16000 |
20000 |
25000 |
|
|
Н |
800 |
1000 |
1250 |
1600 |
2000 |
2500 |
3150 |
4000 |
5000 |
6300 |
||||||
|
Наибольшая высота сечения хвостовой части резца, не менее |
40 |
63 |
80 |
|||||||||||||
|
D1, не менее |
710 |
900 |
1120 |
1400 |
1800 |
2240 |
2800 |
3550 |
4500 |
5600 |
7100 |
9000 (8750) |
11200 |
14000 |
18000 |
|
|
D2, не менее |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
5600 |
7100 |
9000 |
|
|
L, не менее |
500 |
800 (700) |
800 |
1250 (1000) |
1250 |
1600 |
2050 |
2500 |
3150 |
4000 |
||||||
|
Наибольший угол ? установки верхнего суппорта к вертикали (для поворотных суппортов), не менее |
+45° |
+30° |
+30° |
|||||||||||||
|
-30° |
-15° |
-10° |
||||||||||||||
|
Н, не более |
1000 |
- |
||||||||||||||
Примечание. Размеры в скобках при новом проектировании не применять.
2.2. Схемы и способы измерений геометрических параметров - по ГОСТ 22267, ГОСТ 27843 и настоящему стандарту.
2.3. По согласованию с изготовителем потребитель может выбрать только те проверки, из указанных в настоящем стандарте, которые характеризуют интересующие потребителя свойства, но эти проверки должны быть определены при заказе станка.
2.4. Плоскостность рабочей поверхности планшайбы
Черт. 2
Черт. 3
Таблица 2
|
D, мм |
Допуск, мкм, для станков классов точности |
|
|
Н |
П |
|
|
До 1000 |
30 |
20 |
|
Св. 1000 » 1600 |
40 |
25 |
|
» 1600 » 2500 |
50 |
30 |
|
» 2500 » 4000 |
60 |
40 |
|
» 4000 » 6300 |
80 |
50 |
|
» 6300 » 10000 |
100 |
60 |
|
» 10000 » 16000 |
120 |
80 |
|
» 16000 |
160 |
100 |
Измерения - по ГОСТ 22267, разд. 4, методы 3, 6 (черт. 2, 3).
Измерения проводят в двух взаимно перпендикулярных диаметральных сечениях планшайбы. Интервал измерения должен быть равен примерно 0,2 длины проверяемого сечения и быть не более 1000 мм.
2.5. Торцовое биение рабочей поверхности планшайбы
Черт. 4
Таблица 3
|
D, мм |
Допуск, мкм, для станков классов точности |
|
|
Н |
П |
|
|
До 1600 |
20 |
12 |
|
Св. 1600 » 2500 |
30 |
20 |
|
» 2500 » 4000 |
40 |
25 |
|
» 4000 » 6300 |
60 |
40 |
|
» 6300 » 10000 |
80 |
50 |
|
» 10000 |
100 |
60 |
Измерения - по ГОСТ 22267, разд. 18, метод 1 (черт. 4).
Индикатор устанавливают на неподвижной части станка как можно ближе к периферии планшайбы в положении диаметрально противоположном положению инструмента при обработке планшайбы.
Перед измерением допускается проводить проточку контрольного пояска.
2.6. Радиальное биение центрирующей поверхности отверстия или боковой поверхности планшайбы (при отсутствии центрирующего отверстия)
Черт. 5
Черт. 6
Таблица 4
|
D, мм |
Допуск, мкм, для станков классов точности |
|
|
Н |
П |
|
|
До 1600 |
16 |
12 |
|
Св. 1600 » 2500 |
20 |
16 |
|
» 2500 » 4000 |
25 |
20 |
|
» 4000 » 6300 |
30 |
25 |
|
» 6300 » 10000 |
40 |
30 |
|
» 10000 |
50 |
40 |
Измерения - по ГОСТ 22267, разд. 15, метод 1 (черт. 5, 6).
Индикатор устанавливают на неподвижной части станка в положении диаметрально противоположном положению инструмента при обработке планшайбы.
Перед измерением допускается проводить проточку контрольного пояска.
2.7. Параллельность направления перемещения поперечины относительно оси вращения планшайбы в плоскостях:
а) параллельной поперечине;
б) перпендикулярной поперечине
Черт. 7
Допуск, мкм, на длине перемещения 1000 мм для станков классов точности:
Н........................................................ а) 40; б) 60
П........................................................ а) 25; б) 40
Измерения - по ГОСТ 22267, разд. 6, метод 3а (черт. 7).
Поперечину перемещают вверх интервалами длиной 1000 мм, а для станков, имеющих шаговое перемещение поперечины - интервалами, равными длине шага, и зажимают.
Измерение проводят по всей длине перемещения поперечины.
Отклонение от параллельности направления перемещения поперечины относительно оси вращения планшайбы допускается измерять на любом участке всей длины перемещения поперечины. Если максимальное перемещение поперечины меньше 1000 мм, то допуск уменьшают прямо пропорционально длине перемещения.
2.8. Постоянство углового положения поперечины в плоскости, параллельной поперечине, при ее перемещении на 1000 мм и всю длину хода (для станков с ручным управлением, на которых не может быть выполнена проверка по п. 2.7)
Черт. 8
а) допуск,
 на длине хода 1000 мм для станков классов точности: Н 40, П 25;
на длине хода 1000 мм для станков классов точности: Н 40, П 25;
б) допуск на всей длине хода указан в табл. 5.
Таблица 5
|
D, мм |
Допуск, |
|
|
Н |
П |
|
|
До 1600 |
40 |
25 |
|
Св. 1600 » 2500 |
50 |
30 |
|
» 2500 » 4000 |
60 |
40 |
|
» 4000 » 6300 |
70 |
50 |
|
» 6300 » 10000 |
80 |
60 |
|
» 10000 » 16000 |
100 |
70 |
|
» 16000 |
120 |
80 |
 для станков классов точности
для станков классов точности Измерения - по ГОСТ 22267, разд. 13, метод 1.
На верхней направляющей поперечины устанавливают уровень (черт. 8).
Верхние суппорты закрывают на поперечине в крайних положениях, у соответствующих стоек.
Для одностоечных станков с двумя суппортами изготовитель указывает положение суппортов на поперечине.
Измерения проводят после установки и закрепления поперечины при ее перемещении на всю длину хода вверх интервалами равными 1/5 длины хода, но не более 1000 мм.
Отклонение равно наибольшей алгебраической разности показаний уровня на длине хода 1000 мм и на всей длине хода.
2.9. Прямолинейность и перпендикулярность траектории перемещения верхнего суппорта к оси вращения планшайбы
Черт. 9
Допуск, мкм, на длине перемещения 1000 мм для станков классов точности: Н 30, П 20.
Наклон траектории к краю планшайбы не допускается.
На рабочей поверхности планшайбы 1 (черт. 9) на двух опорах устанавливают поверочную линейку 2. Поперечину зажимают.
На верхнем суппорте 4 укрепляют показывающий измерительный прибор 3 так, чтобы его измерительный наконечник касался рабочей поверхности линейки 2 и был перпендикулярен ей. Планшайбу поворачивают на 180° и регулируют положение линейки так, чтобы показания индикатора на конце линейки были одинаковыми до и после поворота планшайбы. Вместо индикатора может быть использован уровень, который устанавливают на поверочной линейке. Планшайбу поворачивают на 180° и регулируют линейку так, чтобы показания уровня до и после поворота планшайбы были одинаковыми.
Суппорт 4 перемещают в горизонтальном направлении.
При наличии на станке второго верхнего суппорта, последний устанавливается в исходную позицию - напротив стойки.
Измерение проводят на всей длине перемещения суппортов при крайнем верхнем и нижнем положениях поперечины.
Отклонение от прямолинейности и перпендикулярности траектории перемещения верхнего суппорта к оси вращения планшайбы равно наибольшей алгебраической разности показаний измерительного прибора.
Длина перемещения 1000 мм берется на любом участке всей длины перемещения суппорта. Если перемещение суппорта меньше 1000 мм, то измерения проводят на этой длине, а допуск уменьшают прямо пропорционально длине перемещения.
2.10. Прямолинейность и параллельность траектории перемещения ползуна верхнего суппорта относительно оси вращения планшайбы в плоскостях:
а) параллельной поперечине;
б) перпендикулярной поперечине (для многоцелевых станков и станков с револьверной головкой)
Черт. 10
Черт. 11
Допуск, мкм, на длине перемещения 1000 мм для станков классов точности:
Н................................................................. а) 30; б) 50
П................................................................. а) 20; б) 30
Измерения - по ГОСТ 22267, разд. 6, метод 3а (черт. 10) или следующим методом (черт. 11).
Поперечину зажимают. На рабочей поверхности планшайбы 1 на двух опорах устанавливают поверочную линейку 2. На верхнем суппорте 5 укрепляют показывающий измерительный прибор 4 так, чтобы его наконечник касался рабочей поверхности линейки 2 и был перпендикулярен ей. Планшайбу поворачивают на 180° и регулируют положение линейки так, как указано в п. 2.9.
Вместо индикатора может быть использован уровень, который устанавливают на поверочной линейке. Планшайбу поворачивают на 180° и регулируют линейку так, чтобы показания уровня до и после поворота планшайбы были одинаковыми.
На линейке 2 устанавливают угольник 3. Показывающий прибор устанавливают так, чтобы его наконечник касался рабочей поверхности угольника 3, и был перпендикулярен ей.
При наличии на стенке второго верхнего суппорта, последний устанавливается в исходную позицию - напротив стойки.
Ползун перемещают в вертикальном направлении. Измерения проводят на всей длине перемещения ползуна в среднем положении суппорта и положении поперечины, обеспечивающей максимальное перемещение ползуна.
Отклонение от параллельности траектории перемещения ползуна относительно оси вращения планшайбы равно наибольшей алгебраической разности показаний измерительного прибора.
Длина перемещения 1000 мм берется на любом участке всей длины перемещения ползуна.
2.11. Параллельность оси центрирующего отверстия для крепления инструмента в револьверной головке направлению перемещения ползуна револьверного суппорта в плоскостях:
а) параллельной поперечине;
б) перпендикулярной поперечине
Черт. 12
Допуск, мкм, для станков классов точности:
Н................................................................. а) 20; б) 30
П................................................................. а) 16; б) 25
Измерения - по ГОСТ 22267, разд. 6, метод 3б (черт. 12). На планшайбе укрепляют показывающий измерительный прибор 1 так, чтобы его измерительный наконечник касался измерительной поверхности оправки 2 и был направлен к ее оси перпендикулярно образующей.
Перемещают ползун револьверного суппорта.
Измерения проводят для всех центрирующих отверстий для крепления инструмента в револьверной головке.
2.12. Соосность оси центрирующего отверстия для крепления инструмента в револьверной головке с осью вращения планшайбы в плоскостях параллельной и перпендикулярной поперечине
Черт. 13
Допуск, мкм, для станков классов точности: Н 40, П 30.
Измерения - по ГОСТ 22267, разд. 14, метод 1 (черт. 13).
Суппорт фиксируют в центральном положении на поперечине.
Измерение проводят для всех центрирующих отверстий для крепления инструмента в револьверной головке после тепловой стабилизации станка.
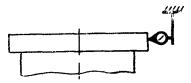
2.13. Прямолинейность и параллельность траектории перемещения бокового суппорта относительно оси вращения планшайбы
Черт. 14
Черт. 15
Допуск, мкм, на длине перемещения 1000 мм для станков классов точности: Н 30, П 20.
Измерения - по ГОСТ 22267, разд. 6, метод 3а (черт. 14) или следующим методом (черт. 15).
На рабочей поверхности планшайбы 1 на двух опорах устанавливают поверочную линейку 2.
На боковом суппорте 5 укрепляют показывающий измерительный прибор 3 так, чтобы его измерительный наконечник касался рабочей поверхности линейки и был перпендикулярен ей. Планшайбу поворачивают на 180° и регулируют положение линейки так, чтобы показания индикатора на концах линейки были одинаковыми, до и после поворота планшайбы.
Вместо индикатора может быть использован уровень, который устанавливают на поверочной линейке. Планшайбу поворачивают на 180° и регулируют линейку так, чтобы показания уровня до и после поворота планшайбы были одинаковыми.
На линейке 2 устанавливают угольник 4. Показывающий прибор устанавливают так, чтобы его наконечник касался рабочей поверхности угольника и был перпендикулярен ей.
Верхние суппорты закрепляют на поперечине напротив стоек.
Боковой суппорт перемещают в вертикальном направлении.
Измерения проводят на всей длине перемещения суппорта.
Отклонение от прямолинейности и параллельности траектории перемещения суппорта относительно оси вращения планшайбы равно наибольшей алгебраической разности показаний измерительного прибора.
Длина перемещения 1000 мм берется на любом участке всей длины перемещения суппорта.
Если перемещение бокового суппорта меньше 1000 мм, то измерение проводят на этой длине, а допуск уменьшают пропорционально длине перемещения.
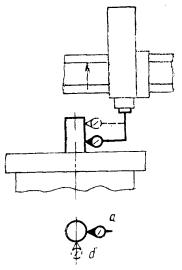
2.14. Прямолинейность и перпендикулярность траектории перемещения ползуна бокового суппорта к оси вращения планшайбы
Черт. 16
Допуск, мкм, на длине перемещения 1000 мм для станков классов точности: Н 60, П 40.
Наклон траектории к краю планшайбы не допускается.
На рабочей поверхности планшайбы 1 (черт. 16) на двух опорах устанавливают поверочную линейку 2.
Верхние суппорты закрепляют на поперечине напротив стоек.
На ползуне бокового суппорта укрепляют показывающий измерительный прибор 3 так, чтобы его измерительный наконечник касался рабочей поверхности линейки 2 и был перпендикулярен ей.
Планшайбу поворачивают на 180° и регулируют положение линейки как указано в п. 2.13.
Вместо индикатора может быть использован уровень, который устанавливают на поверочной линейке. Планшайбу поворачивают на 180° и регулируют линейку так, чтобы показания уровня до и после поворота планшайбы были одинаковыми.
Ползун перемещают в горизонтальном направлении на длину L.
Отклонение от прямолинейности и перпендикулярности траектории перемещения ползуна к оси вращения планшайбы равно наибольшей алгебраической разности показаний измерительного прибора. Длина перемещения L ? 1000 мм считается от начального положения ползуна. Если перемещение бокового суппорта менее 1000 мм, то измерение проводят на этой длине, а допуск уменьшают пропорционально длине перемещения.
2.15. Точность линейного позиционирования ползуна и суппорта (для станков с ЧПУ):
а) точность одностороннего позиционирования А^ и Аv;
б)