
ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р ЕН
|

БЕЗОПАСНОСТЬ МЕТАЛЛООБРАБАТЫВАЮЩИХ СТАНКОВ
СТАНКИ ШЛИФОВАЛЬНЫЕ СТАЦИОНАРНЫЕ
EN 13218:2002
MACHINE TOOLS - SAFETY - STATIONARY GRINDING MACHINES
(IDT)

МОСКВА
СТАНДАРТИНФОРМ
2007
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Всероссийским научно-исследовательским институтом стандартизации и сертификации в машиностроении (ФГУП «ВНИИНМАШ») и Экспериментальным научно-исследовательским институтом металлорежущих станков (ОАО «ЭНИМС»), Техническим комитетом по стандартизации ТК 70 «Станки» на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 70 «Станки»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 21 декабря 2006 г. № 324-ст
4 Настоящий стандарт идентичен европейскому стандарту ЕН 13218:2002 «Безопасность станков. Стационарные шлифовальные станки» (EN 13218:2002 «Machine tools - Safety - Stationary grinding machines»).
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных (региональных) стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении Н
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
СОДЕРЖАНИЕ
|
1 Область применения. 3 2 Нормативные ссылки. 3 3 Термины и определения. 5 4 Перечень основных опасностей. 10 5 Требования и/или меры обеспечения безопасности. 15 5.1 Общие требования. 15 5.2 Механические опасности. 15 5.3 Электрические опасности. 19 5.4 Шум.. 19 5.5 Вибрация. 20 5.6 Опасности, вызванные пылью, дымом и туманом.. 20 5.7 Устройства для использования смазочно-охлаждающих жидкостей. 20 5.8 Меры против опасностей возгорания и взрыва. 21 5.9 Освещение. 22 5.10 Системы и устройства управления. 22 5.11 Электромагнитная совместимость. 26 6 Проверка выполнения требований безопасности и/или защитных мер. 26 7 Информация для пользователя. 28 7.1 Общие положения. 28 7.2 Руководство по эксплуатации. 28 7.3 Маркировка. 30 Приложение А. Ограждения шлифовального круга и рабочей зоны на стационарных шлифовальных станках. 30 Приложение В. Способы крепления шлифовальных кругов и требования безопасности к устройствам для крепления шлифовальных кругов. 52 Приложение С. Расчет усилия зажима и момента затяжки для крепления шлифовальных кругов с помощью фланцев. 58 Приложение D. Снижение уровня шума. 64 Приложение Е. Определение уровня шума. 64 Приложение F. Требования к шлифовальным станкам для материалов, при обработке которых выделяется легковоспламеняемая и взрывоопасная пыль. 65 Приложение G. Сводная таблица защитных мер безопасности по разделу 5 для различных видов опасностей различных типов стационарных шлифовальных станков. 68 Приложение Н. Сведения о соответствии национальных стандартов Российской Федерации ссылочным международным (региональным) стандартам.. 71 Библиография. 72 |
Введение
В настоящем стандарте приводится перечень основных опасностей и их источников при проектировании, изготовлении и поставке (включая монтаж/демонтаж, транспортировку и техническое обслуживание) стационарных шлифовальных станков, устанавливаются методы их проверки, а также меры по их предотвращению с целью обеспечения выпуска безопасной продукции.
Настоящий стандарт предназначен для конструкторов, изготовителей машин и других заинтересованных лиц и организаций.
Стандарт является стандартом С-типа в соответствии с ЕН 292-1.
ГОСТ Р ЕН 13218-2006
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Безопасность металлообрабатывающих станковСТАНКИ ШЛИФОВАЛЬНЫЕ СТАЦИОНАРНЫЕ Safety of machine-tools. |
Дата введения - 2008-01-01
1 Область применения
Настоящий стандарт устанавливает требования безопасности и определяет меры, которые должны быть приняты лицами, осуществляющими проектирование, изготовление и поставку (включая монтаж/демонтаж, транспортировку и техническое обслуживание) стационарных шлифовальных станков, которые предназначены для шлифования металлических деталей, в соответствии с 3.1 и 3.2.
Настоящий стандарт рассматривает значительные опасности, которые представлены в разделе 4.
Настоящий стандарт не применяется к хонинговальным, полировальным и ленточно-шлифовальным станкам.
Настоящий стандарт применяется к станкам, изготовленным после даты его введения.
2 Нормативные ссылки
В настоящем стандарте использованы датированные и недатированные ссылки на международные стандарты. При датированных ссылках последующие редакции международных стандартов или изменения к ним действительны для настоящего стандарта только после введения изменений к настоящему стандарту или путем подготовки новой редакции настоящего стандарта. При недатированных ссылках действительно последнее издание приведенного стандарта (включая изменения).
CR 1030-1 Частотная вибрация - Руководство по снижению опасностей, вызванных вибрацией - Часть 1: Технологии проектирования станков
ЕН 287-1 Приемочные испытания сварочных установок - Сварка плавлением - Часть 1: Стали
ЕН 287-2 Приемочные испытания сварочных установок - Сварка плавлением - Часть 2: Алюминий и алюминиевые сплавы
ЕН 288-1 Спецификация и квалификация процессов сварки для металлов - Часть 1: Общие правила для сварки плавлением
ЕН 292-1:1991 Безопасность машин - Основные положения, общие принципы конструирования - Часть 1: Основные термины, методология
ЕН 292-2:1991 + А1:1995 Безопасность оборудования - Основные понятия, общие принципы конструирования - Часть 2: Технические принципы и технические условия
ЕН 294 Безопасность машин - Безопасные расстояния для предохранения верхних конечностей от попадания в опасную зону
ЕН 349 Безопасность машин - Минимальные расстояния для предотвращения защемления частей человеческого тела
ЕН 418 Безопасность машин - Установки аварийного выключения - Функциональные аспекты - Принципы
ЕН 547-1 Безопасность машин - Антропометрические данные - Часть 1: Принципы определения размеров проемов, обеспечивающих доступ человека к машине
ЕН 547-2 Безопасность машин - Антропометрические данные - Часть 2: Принципы определения размеров проемов для отдельных частей тела человека
EH 614-1 Безопасность машин - Эргономические принципы конструирования. Часть 1: Термины и общие положения
ЕН 626-1 Безопасность машин - Снижение риска для здоровья от воздействия вредных веществ, выделяющихся при эксплуатации машин. Часть 1: Основные положения для изготовителей машин
ЕН 729-1 Безопасность машин - Требования к качеству сварки металла - Часть 1: Рекомендации по выбору и использованию
ЕН 953 Безопасность машин - Ограждения - Общие требования по конструированию ограждений
ЕН 954-1 Безопасность оборудования - Элементы системы управления, связанные с безопасностью - Часть 1: Общие принципы конструирования
ЕН 982 Безопасность машин - Требования безопасности к гидравлическим и пневматическим системам и их компонентам - Гидравлика
ЕН 983 Безопасность машин - Требования безопасности к гидравлическим и пневматическим системам и их компонентам - Пневматика
ЕН 1033 Частотная вибрация - Лабораторные измерения вибрации на поверхностях, к которым прикасается человек для станков, управляемых вручную - Общие принципы
ЕН 1037 Безопасность машин - Предотвращение неожиданного пуска
ЕН 1050:1996 Безопасность машин - Принципы оценки и определения риска
ЕН 1070 Безопасность машин - Терминология
ЕН 1088:1995 Безопасность машин - Блокировочные устройства, связанные с защитными устройствами - Принципы конструирования и выбора
ЕН 1127-1:1997 Взрывоопасная атмосфера - Предотвращение взрывов и защита от них - Часть 1: Основные понятия и методология
ЕН 1837 Безопасность машин - Встроенное освещение машин
ЕН 10025 Горячекатаные изделия из нелегированных углеродистых сталей - Технические условия поставки
ЕН 10130:1991 + А1 Прокат холоднокатаной низкоуглеродистой стали для холодной формовки - Технические условия поставки
ЕН 12096 Механическая вибрация - Проверка значений уровня вибрации
ЕН 12413 Требования безопасности шлифовальных кругов
ЕН 13236 Требования безопасности суперабразивов
ЕН 13478 Безопасность машин - Противопожарные меры и защита от пожара
ЕН 22553 Сварные и паяные соединения - Символическое представление на чертежах (ИСО 2553:1992)
ЕН 25817:1992 Сваренные дуговой сваркой стальные узлы - Руководство по уровням качества для устранения дефектов (ИСО 5817:1992)
EHV 26385 Эргономические принципы в конструировании рабочих систем (ИСО 6385:1981)
ЕН 50081-2 Электромагнитная совместимость - Нормы общего электромагнитного излучения - Часть 2: Промышленная среда
ЕН 50082-2 Электромагнитная совместимость - Устойчивость к помехам - Часть 2: Промышленная среда
ЕН 60204-1:1997 Безопасность машин - Электрооборудование машин и механизмов - Часть 1: Общие требования (МЭК 60204-1:1997)
ЕН 61310-2 Безопасность машин - Индикация, маркировка и приведение в действие - Часть 2: Требования к маркировке (МЭК 61310-2:1995)
ЕН ИСО 3744 Акустика - Определение уровня звуковой мощности источников шума по звуковому давлению - Технический метод в существенно свободном звуковом поле над звукоотражающей плоскостью (ИСО 3744:1994)
ЕН ИСО 3746 Акустика - Определение уровня звуковой мощности источников шума по звуковому давлению - Ориентировочный метод с использованием измерительной поверхности над звукоотражающей плоскостью (ИСО 3746:1995)
ЕН ИСО 4871 Акустика - Декларация и проверка значений шумовых характеристик (ИСО 4871:1996)
ЕН ИСО 11201 Акустика - Уровень шума машин и оборудования - Измерения уровней звукового давления на рабочем месте и в других контрольных точках - Технический метод измерения в свободном поле над звукоотражающей плоскостью (ИСО 11201:1995)
EH ИСО 11202 Акустика - Уровень шума машин и оборудования - Метод измерения уровней звукового давления на рабочем месте и в других контрольных точках - Метод измерения на рабочем месте (ИСО 11202:1995)
ЕН ИСО 11204 Акустика - Уровень шума машин и оборудования - Метод с коррекцией на окружающую среду (ИСО 11204:1995)
ЕН ИСО 11688-1 Акустика - Практические рекомендации по проектированию машин и оборудования с уменьшенным уровнем производимого шума - Часть 1: Планирование (ИСО/ТО 11688-1:1995)
ИСО 230-5 Станки металлорежущие - Испытания - Часть 5: Определение шумовых характеристик
ИСО 666 Станки - Крепление плоских шлифовальных кругов посредством фланцев
ИСО 1052 Стали, применяемые в общем машиностроении
ИСО 1083 Чугун с шаровидным графитом - Классификация
ИСО 3522 Литейные алюминиевые сплавы - Химический состав и механические свойства
ИСО 3574 Холоднокатаный стальной лист из углеродистой стали для вытяжки и промышленная сталь (обыкновенного качества)
ИСО 4997 Холоднокатаный стальной лист из конструкционной стали
ИСО 6316 Горячекатаная стальная полоса из конструкционной стали
ИСО 6361-2 Листы, полосы и пластины из деформируемого алюминия и алюминиевых сплавов - Часть 2: Механические свойства
3 Термины и определения
В настоящем стандарте применены термины по ЕН 1070, а также следующие термины с соответствующими определениями:
3.1
шлифовальный станок (grinding machines): Станок, предназначенный для обработки деталей посредством абразивных инструментов (шлифовальных кругов)
3.2
стационарный шлифовальный станок (stationary grinding machines): Шлифовальный станок, на котором можно выполнять различные операции по шлифовке деталей, установленный стационарно. Примеры приведены в таблице 1.
Таблица 1 - Стационарные шлифовальные станки
|
Номер пункта таблицы |
Рисунок |
Тип станка |
Способ шлифования |
|
1.1 |
|
Круглошлифовальный станок |
Круглое шлифование |
|
Шлифование наружной поверхности вращающейся детали, закрепленной в центрах или патроне. |
|||
|
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически |
|||
|
1.2 |
|
Бесцентро-шлифовальный станок |
Бесцентровое шлифование |
|
Шлифование наружной поверхности вращающейся детали. |
|||
|
Вращение и перемещение обрабатываемой детали относительно шлифовального круга осуществляется за счет вращения ведущего круга. При этом обрабатываемая деталь опирается на «нож», расположенный между шлифовальным и ведущим кругами |
|||
|
1.3 |
|
Внутришлифовальный станок |
Внутреннее шлифование |
|
Шлифование внутренней поверхности вращающейся детали. |
|||
|
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически |
|||
|
1.4 |
|
Плоскошлифовальный станок с прямоугольным столом и горизонтальным шпинделем шлифовального круга |
Плоское шлифование периферией круга |
|
Шлифование плоской поверхности обрабатываемой детали. Деталь закреплена на подвижном столе. |
|||
|
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически |
|||
|
1.5 |
|
Плоскошлифовальный станок с круглым столом и горизонтальным шпинделем шлифовального круга |
Плоское шлифование периферией круга |
|
Шлифование плоских поверхностей обрабатываемой детали. Деталь закреплена на круглом столе. |
|||
|
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически |
|||
|
1.6 |
|
Плоскошлифовальный станок с прямоугольным столом и вертикальным шпинделем шлифовального круга |
Плоское шлифование торцом круга |
|
Шлифование плоских поверхностей обрабатываемой детали. Деталь закреплена на прямоугольном столе. |
|||
|
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически |
|||
|
1.7 |
|
Плоскошлифовальный станок с круглым столом и вертикальным шпинделем шлифовального круга |
Плоское шлифование торцом круга |
|
Шлифование плоских поверхностей обрабатываемой детали. Деталь закреплена на круглом столе. |
|||
|
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически |
|||
|
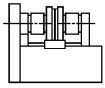
1.8 |
|
Торцешлифовальный двухсторонний станок с горизонтальным или вертикальным расположением шпинделей шлифовального круга |
Плоское шлифование торцом круга одновременно с двух сторон |
|
Шлифование обрабатываемой детали при прохождении ее между торцами двух шлифовальных кругов, в большинстве случаев сегментных |
|||
|
1.9 |
|
Заточный станок |
Периферийное или торцевое шлифование |
|
Шлифование или переточка режущих поверхностей лезвийного инструмента (детали). |
|||
|
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически |
|||
|
1.10 |
|
Абразивно-отрезной станок |
Отрезка |
|
Резка заготовок дисковым абразивным кругом. |
|||
|
Обрабатываемая деталь жестко закреплена, подача отрезного круга осуществляется механически |
|||
|
1.11 |
|
Абразивно-отрезной станок |
Отрезка |
|
Резка заготовок дисковым абразивным кругом. |
|||
|
Обрабатываемая деталь жестко закреплена, подача отрезного круга осуществляется вручную |
|||
|
1.12 |
|
Абразивно-отрезной станок |
Отрезка |
|
Резка заготовок дисковым абразивным кругом. |
|||
|
Обрабатываемая деталь жестко закреплена, подача отрезного круга осуществляется механически |
|||
|
1.13 |
|
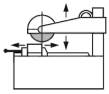
Точильно-шлифовальный станок |
Шлифование периферией круга |
|
Шлифование поверхности обрабатываемой детали и заточка лезвийного инструмента периферией шлифовального круга. |
|||
|
Обрабатываемая деталь перемещается вручную относительно шлифовального круга |
|||
|
1.14 |
|
Точильно-шлифовальный станок |
Шлифование торцом круга |
|
Шлифование поверхности обрабатываемой детали и заточка лезвийного инструмента торцом круга. |
|||
|
Обрабатываемая деталь перемещается вручную относительно шлифовального круга |
|||
|
1.15 |
|
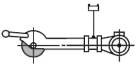
Обдирочно-шлифовальный подвесной станок |
Шлифование периферией круга/отрезка дисковым кругом |
|
Шлифование поверхности обрабатываемой детали или отрезка с использованием периферии шлифовального круга. Деталь неподвижна за счет жесткого крепления или под действием собственной массы. |
|||
|
Станок со шлифовальным кругом перемещается вручную относительно обрабатываемой детали |
|||
|
1.16 |
|
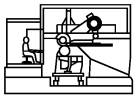
Шлифовальный станок для силового шлифования |
Плоское шлифование |
|
Силовое шлифование, при котором деталь закрепляется на столе. |
|||
|
Относительное перемещение обрабатываемой детали и шлифовального круга осуществляется механически |









3.3
абразивные инструменты (abrasive product): Режущий инструмент различной конфигурации, состоящий из множества абразивных зерен с геометрически точно не установленными режущими кромками. Инструмент выполняется из абразивных шлифовальных зерен и связующего материала. Имеются различия между абразивными инструментами и суперабразивами (алмазным инструментом и инструментом из сверхтвердых материалов), см. ЕН 12413 и ЕН 13236.
3.4
правка шлифовального круга (dressing tool): Технологический процесс восстановления режущих свойств и внешней геометрической формы шлифовального круга за счет обработки вращающегося шлифовального круга сверхтвердыми инструментами, чаще всего алмазом.
3.5
окружная скорость
v, м/с, и частота вращения n, мин-1 (rotational and peripheral speed):
Окружную скорость шлифовального круга вычисляют по формуле

где D - наружный диаметр шлифовального круга, мм;
частоту вращения шлифовального круга вычисляют по формуле
3.6
максимальная рабочая скорость (maximum operating speed): Максимально допустимая окружная скорость вращения шлифовального круга.
3.7
максимальная частота вращения (maximum rotational speed): Максимальная частота вращения шпинделя шлифовального круга при любых рабочих условиях, соответствующая максимальной рабочей скорости нового шлифовального круга.
3.8
компоновка станков
Таблица 2 - Варианты компоновки станков
|
Способ шлифования |
Вид подачи |
Перемещение шлифовального круга относительно обрабатываемой детали |
Перемещение обрабатываемой детали относительно шлифовального круга |
|
Шлифование |
Механическая подача |
Неподвижен |
Механическое |
|
Механическое |
Неподвижна |
||
|
Механическое |
Механическое |
||
|
Ручная подача |
Вручную |
Неподвижна |
|
|
Неподвижен |
Вручную |
||
|
Отрезка |
Механическая подача |
Неподвижен |
Механическое |
|
Механическое |
Неподвижна |
||
|
Механическое |
Механическое |
||
|
Ручная подача |
Вручную |
Неподвижна |
|
|
Неподвижен |
Вручную |
Тип подачи описывает способ, которым деталь и шлифовальный круг перемещаются друг относительно друга:
а) механическая подача, см. таблицу 1 (1.1)
и
ручная подача, см. таблицу 1 (1.13).
Существует также возможность сочетания механической и ручной подачи на универсальном шлифовальном станке, см. таблицу 1 (1.12).
3.9
ручной режим (manual mode): Режим работы для механической обработки при ручном управлении. Все технологические операции механической обработки управляются или осуществляются оператором без использования заранее введенной программы.
3.10
режим наладки (setting mode): Режим работы, в котором оператор осуществляет настройку и регулировку механизмов и органов управления станка для осуществления последующих производственных процессов.
Примечание - Режим наладки включает в себя, например, наладку инструмента и определение положения обрабатываемой детали путем соприкосновения ее со шлифовальным кругом.
3.11
специальный режим (special mode): Режим работы, при котором имеется возможность как ручного вмешательства в процесс механической обработки, так и ограниченного автоматического режима (жесткая последовательность отдельных технологических операций), корректируемого оператором.
3.12
автоматический режим (automatic mode): Режим работы, при котором оператор только дает команду на начало процесса обработки, а все последующие технологические операции выполняются автоматически.
3.13
рабочий останов (operational stop): Останов движений станка в процессе производства. Функции управления между системой управления и приводами подачи станка сохраняются (вращающий момент, скорость вращения, положение).
3.14
безопасный рабочий останов (safe operational stop): Операционный останов с дополнительной системой управления, предотвращающий опасные движения станка, которые могут иметь место из-за неисправной системы управления.
3.15
безопасный останов (safe stop): Отключение подачи энергии к приводу станка, предотвращающее опасные движения станка, которые могут иметь место из-за неисправной системы управления.
3.16
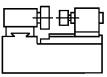
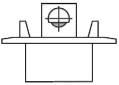
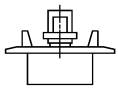
режущая поверхность шлифовального круга (grinding face): Поверхность шлифовального круга, используемая для шлифования обрабатываемой детали (см. рисунки 1 - 3).

Рисунок 1 - Периферийное шлифование

Рисунок 2 - Торцевое шлифование
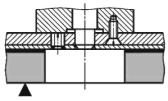
Рисунок 3 - Торцевое шлифование кольцевым кругом
3.17
ограждение шлифовального круга: (abrasive product guard): Ограждение, позволяющее открывать только ту часть шлифовального круга, которая необходима для шлифования. Оно должно быть спроектировано и изготовлено таким образом, чтобы в случае разрушения шлифовального круга фрагменты круга остались в огражденной зоне.
3.18
ограждение рабочей зоны (work zone enclosure): Защитное ограждение, охватывающее рабочую зону и сохраняющее в ней смазочно-охлаждающую жидкость (СОЖ) и любые детали и предметы, которые могут быть выброшены в процессе обработки.
3.19
зажимное приспособление для крепления шлифовального круга (tool holding device): Устройство, предназначенное для крепления шлифовального круга на шпинделе шлифовального круга.
3.20
вытяжная система (система отсоса) (extraction system): Система для удаления пыли, дыма и тумана, выделяемых в процессе шлифования.
4 Перечень основных опасностей
Основные опасности, возникающие при эксплуатации станка, установлены в соответствии с процедурами, описанными в ЕН 292-1 (раздел 5) и в ЕН 1050 (таблица 3).
4.1 Перечень опасностей, содержащихся в таблице 3, является результатом ид;